
Si buscas una manera efectiva de mejorar la calidad de tus productos o servicios, el control de calidad estadístico podría ser justo lo que necesitas.
Ya sea que estés en una industria manufacturera o en una empresa de servicios, el control de calidad estadístico puede ayudarte a identificar y revisar problemas antes de que afecten a tus clientes.
En este artículo, discutiremos qué es el control de calidad estadístico y cómo puedes implementarlo en tu empresa para obtener mejores resultados.
¡Sigue leyendo para conocer más!
Podrás leer en este artículo:
¿Qué es el control de calidad estadístico?
El control de calidad estadístico es una técnica responsable por medir y analizar la calidad de tus productos o servicios, utilizando herramientas estadísticas.
Dichas herramientas te ayudarán con la recolección y el análisis de los datos, los cuales te permitirán identificar cualquier patrón o tendencia y ayudarte a tomar las decisiones que sean necesarias para mejorar tus productos o servicios.
Para implementar el control de calidad estadístico, debemos seguir tres pasos:

- Medición y recolección de datos
- Análisis de los datos
- Implementación de medidas correctivas
Es importante que los datos se recolecten de forma precisa y confiable y que se analicen utilizando herramientas estadísticas apropiadas. Luego, se deben tomar medidas correctivas para mejorar la calidad del producto o servicio y prevenir problemas futuros.
Objetivos del control de calidad estadístico
Para lograr sus objetivos, el CCE utiliza una serie de técnicas estadísticas que permiten identificar y controlar las variaciones en los procesos productivos y de servicios.
Tiene como metas principales mejorar la calidad de los productos y servicios, reducir los costos y aumentar la satisfacción del cliente, sin embargo, también se enfoca en otros puntos relevantes que te presentamos a continuación.
Reducir la variabilidad de los procesos
Esto significa que busca disminuir la variación en la producción de un mismo producto o servicio, pues una menor variabilidad implica que los productos o servicios producidos tienen un mayor nivel de uniformidad y cumplen con los estándares de calidad establecidos.
Además, una reducción en la variabilidad permite reducir los costos de producción al disminuir los recursos utilizados para ajustar los procesos y corregir los defectos en los productos o servicios.
Mejorar la capacidad del proceso
Este objetivo se refiere a la capacidad de los procesos de una empresa para producir productos o servicios dentro de las especificaciones establecidas.
Buscamos asegurar que los productos o servicios cumplan con los requisitos del cliente y sean entregados en el tiempo y forma acordados.
La mejora de la capacidad del proceso se traduce en una reducción en el número de productos o servicios defectuosos, lo que a su vez conduce a una disminución en los costos de producción y, por ende, en una mejora en la rentabilidad del negocio.
Además, el CCE tiene como objetivo mejorar la eficiencia de los procesos productivos.
Esto se logra mediante la identificación de áreas de desperdicio y retrabajo en el proceso, así como a través de la implementación de medidas para minimizarlos.
La reducción en el desperdicio y los retrabajos no solo conduce a una disminución en los costos de producción, sino que también se traduce en una mejora en la satisfacción del cliente al recibir productos o servicios de calidad en tiempo y forma.
Es importante destacar que mejorar en la capacidad y eficiencia del proceso no se logra de forma inmediata, sino que es un proceso continuo que requiere de un monitoreo, análisis e inspección constante de los datos de producción. Para ello, se utilizan diversas herramientas estadísticas, como el análisis de control de procesos y la capacidad de proceso, entre otras.
Además, el CCE no solo se aplica a la producción de bienes, sino que también es esencial en la prestación de servicios. En este caso, el objetivo es asegurar que los servicios se brinden de manera consistente y de acuerdo con las expectativas del cliente.
Herramientas para el control de calidad estadístico
Ahora que comprendemos qué es el Control de Calidad Estadístico y conocemos sus principales beneficios, es momento de profundizar en las herramientas que lo componen y que permiten llevarlo a cabo de manera efectiva.
Entre las principales herramientas de CCE encontramos el Control Estadístico de Procesos (CEP) y el Muestreo de Aceptación (MA), cada uno con sus ventajas y limitaciones. A continuación, se detallará cada una de estas herramientas y su aplicación en el ámbito empresarial e industrial.
Control Estadístico de Procesos (CEP)
El Control Estadístico de Procesos (CEP) es una herramienta fundamental en el ámbito del Control de Calidad Estadístico (CCE), pues se enfoca en monitorear y controlar la variabilidad en los procesos productivos de una empresa.
El objetivo del CEP es detectar y corregir cualquier desviación en el proceso, a fin de que la producción sea más uniforme y predecible.
Estas desviaciones pueden ser causadas por factores como una variabilidad en la materia prima utilizada, el desgaste de las máquinas utilizadas en el proceso o un error humano a lo largo de este.
Los gráficos de control del CEP permiten a los operadores y supervisores de producción monitorear los procesos en tiempo real y detectar cualquier desviación. Además, el CEP ayuda a las empresas a mejorar la calidad de sus productos y reducir el desperdicio al identificar y corregir los problemas antes de que se conviertan en defectos de producción.
Muestreo de Aceptación (MA)
El muestreo de aceptación es una herramienta utilizada para inspeccionar lotes de productos o servicios y decidir si se aceptan o se rechazan.
El objetivo al utilizar este tipo de formato de checklist, o herramienta, es determinar si el lote cumple con las especificaciones previamente establecidas y, en caso contrario, identificar las causas de la no conformidad.
Existen dos tipos de MA: el muestreo por atributos y el muestreo por variables.
El primero se basa en evaluar la calidad de los productos de forma discreta, asignando una categoría de aceptable o no aceptable. Por otro lado, el segundo utiliza medidas cuantitativas para evaluar la calidad de los productos.
Planificación avanzada de la calidad del producto (APQP)
Esta herramienta es una metodología utilizada en la industria para planificar y desarrollar productos y procesos de manera sistemática y efectiva.
APQP se enfoca en la prevención de errores o defectos durante el proceso de desarrollo del producto, en lugar de encontrar soluciones una vez que los problemas ya han ocurrido. La metodología incluye varias etapas, desde la planificación hasta la validación y el lanzamiento del producto.
Importancia de las herramientas de control de calidad estadístico
Utilizar estas herramientas puede marcar la diferencia entre una empresa que es capaz de producir productos de alta calidad de manera consistente y una que lucha constantemente con problemas de calidad y eficiencia.
Por lo tanto, es fundamental que las empresas comprendan la importancia de estas herramientas y las incorporen en sus procesos de producción lo más pronto posible.
¿Cómo realizar un control estadístico de calidad eficaz?
Existen diversas técnicas y estrategias para llevar a cabo un control de calidad. Una de las opciones más utilizadas es la Seis Sigma, la cual busca aumentar la productividad y rentabilidad al reducir la variabilidad.
En otras palabras, este método optimiza las áreas del proceso y establece la mejora continua de los mismos como una nueva cultura empresarial. Así, es posible reducir los defectos en los productos.
El nombre de esta técnica se refiere a seis desviaciones estándar de la media. Mediante el algoritmo es posible obtener un máximo de 3.4 defectos por millón de eventos u oportunidades (DPMP).
Este proceso no sería posible sin un Control Estadístico de Procesos (CEP O SPC, por sus siglas en inglés), lo cual significa: conjunto de herramientas para monitorear el desempeño de un proceso. A su vez, este método utiliza gráficos de control, en que el eje vertical representa el valor de la variable de interés.
Sobre ese eje se presentan tres líneas:
- Línea central (LC): en ella coincide el valor medio de la calidad estudiada.
- Límite Superior de Control (LCS).
- Límite Inferior de Control (LCI).
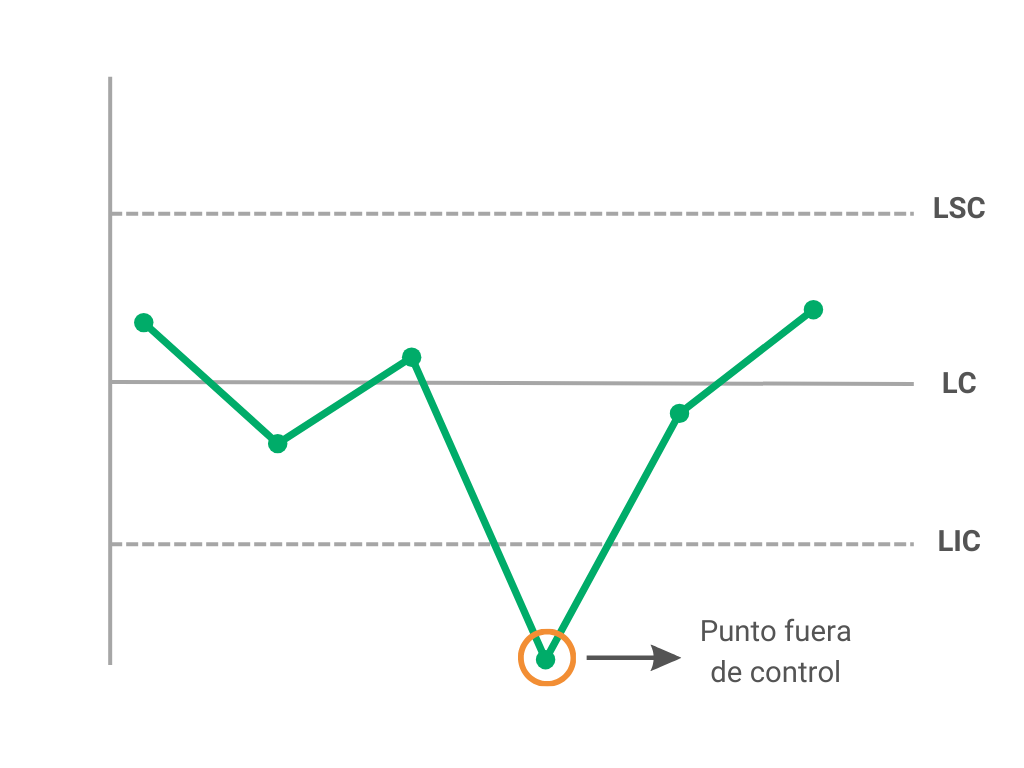
Los límites son obtenidos a través de un análisis estadístico de datos que representan el rango en el que los puntos deberían encontrarse si el proceso se encuentra bajo control.
En consecuencia, se afirma que una actividad está en estado de control cuando el proceso varía de forma estable alrededor de un valor medio fijo.
Por el contrario, si los valores están fuera del intervalo de los límites de control, es posible concluir que el proceso está fuera de control y existe una variación que hay que eliminar.
Además, el Control de Calidad Estadístico ayuda a anticipar problemas futuros. Con esta información es posible corregir los problemas a tiempo y asegurar la calidad en un largo periodo de tiempo.
Construye un gráfico de control
Para construir un gráfico efectivo que refleje el control de calidad, sigue los siguientes pasos:
- Selecciona la variable a medir. Adicionalmente, define el tamaño de la muestra y la frecuencia de recolección de los datos.
- Fija los límites ideales con el proceso bajo control.
- Obtén muestras homogéneas para evitar inclinaciones.
- Calcula el valor promedio y los límites de control (desviaciones típicas) para completar la información del gráfico.
- Ordena los datos en el gráfico y analízalos.
- Identifica situaciones fuera de control.
- Finalmente, es momento de eliminar causas de variación especiales.
Tipos de gráficos de control
En el mercado existen diversos tipos de gráficos de control que obedecen a diferentes objetivos y variables. Seleccionamos los más populares:
Gráfico de la media, el rango y la desviación estándar (X, R y S)
Este diagrama bivariante es recomendado para medir características de calidad de tipo continuo, porque encuentra la mejor combinación de valores de los factores controlables, a partir de valores deseables de la media y la desviación estándar.
Con ello, se consigue un conocimiento del comportamiento conjunto que tienen los valores del promedio y de la desviación estándar de la respuesta en la región de análisis de los factores controlables, ante la presencia de factores ruido.
Gráfico C
Ideal para medir el número total de defectos en una serie de muestras del mismo tamaño.
Para construirlo, los inspectores de cada proceso deben de anotar cada problema identificado, que corresponde a las Unidades de Inspección (más de 25 o 30) a intervalos regulares.
Se cuenta en cada unidad de inspección el Número de Defectos y se registra. Luego se divide el Número de Defectos de cada unidad de inspección por m (Número de unidades de producción en cada unidad de inspección). Entonces, el gráfico calcula el promedio del Número de Defectos en las muestras (Unidades de Inspección).
Gráfico U
Esta representación gráfica es una excelente opción cuando la unidad de medida varía y es necesario contar los defectos. En este caso, se calcula el número de defectos por unidad de medida para generar el gráfico.
Este enfoque tiene en cuenta que los productos bajo evaluación pueden constar de un número variable de unidades, como los rollos de película fotográfica, que no tendrán exactamente la misma longitud, entre otros ejemplos. Además, considera situaciones donde el inspector puede estar involucrado en varias tareas, lo que requiere un esquema más flexible.
Por lo tanto, para crear el gráfico, es necesario dividir el número total de defectos por el número de unidades en la muestra.
Gráfico NP
Incluye el número de unidades defectuosas de la muestra de tamaño constante.
Para su cálculo, es necesario mantener un número de muestras constante y registrar la cantidad de productos defectuosos. Este conjunto de datos combinado se utiliza como el valor p en la fórmula de la siguiente manera:
Gráfico P
Representa la proporción de unidades defectuosas de la muestra que no cumplen con las especificaciones.
Los valores para construirlo son simples: aprobado y no aprobado. Posteriormente, se calcula el promedio de las unidades defectuoso para cada muestra y luego se obtiene el promedio de unidades defectuosas del total de muestras. Con estos datos se obtiene el Límite de Control Superior (LCS) y Límite de Control Inferior (LCI) con los que se construye el gráfico.
Si buscas una solución eficiente y fácil de usar para el control de calidad estadístico, ¡prueba el Checklist Fácil hoy mismo! Te ayudaremos a optimizar tus procesos de control de calidad y obtener resultados más precisos y rápidos.








